大學(xué)生創(chuàng)新訓(xùn)練項(xiàng)目申請(qǐng)書
項(xiàng)目編號(hào) s201910536036
項(xiàng)目名稱
如果您無法在線瀏覽此 PDF 文件���,則可以
下載免費(fèi)小巧的 福昕(Foxit) PDF 閱讀器,安裝后即可在線瀏覽 或
下載免費(fèi)的 Adobe Reader PDF 閱讀器,安裝后即可在線瀏覽 或
下載此 PDF 文件
項(xiàng)目負(fù)責(zé)人 胡祥芬 聯(lián)系電話 15616142669
所在學(xué)院 材料科學(xué)與工程學(xué)院
學(xué) 號(hào) 201739160215
專業(yè)班級(jí) 無機(jī)非金屬材料工程1702班
指導(dǎo)教師 周 哲
E-mail 2442535118@qq.com
申請(qǐng)日期 2019年5月
起止年月 2021年5月
長沙理工大學(xué)
填 寫 說 明
1�、本申請(qǐng)書所列各項(xiàng)內(nèi)容均須實(shí)事求是�����,認(rèn)真填寫��,表達(dá)明確嚴(yán)謹(jǐn)�,簡明扼要
2����、申請(qǐng)人可以是個(gè)人,也可為創(chuàng)新團(tuán)隊(duì)�����,首頁只填負(fù)責(zé)人?��!绊?xiàng)目編號(hào)”一欄不填��。
3���、本申請(qǐng)書為大16開本(A4),左側(cè)裝訂成冊(cè)��?��?删W(wǎng)上下載�����、自行復(fù)印或加頁�,但格式���、內(nèi)容�、大小均須與原件一致��。
4、負(fù)責(zé)人所在學(xué)院認(rèn)真審核, 經(jīng)初評(píng)和答辯���,簽署意見后���,將申請(qǐng)書(一式兩份)報(bào)送××××大學(xué)項(xiàng)目管理辦公室。
一��、
基本情況
項(xiàng)目
名稱
|
特種陶瓷3D打印成型設(shè)備及耗材
|
所屬
學(xué)科
|
學(xué)科一級(jí)門:
|
工學(xué)
|
學(xué)科二級(jí)類:
|
材料類
|
申請(qǐng)
金額
|
20000元
|
起止年月
|
2019年 5月至 2021 年5月
|
負(fù)責(zé)人
姓名
|
胡祥芬
|
性別
|
女
|
民族
|
漢
|
出生年月
|
2000年3月
|
學(xué)號(hào)
|
201739160215
|
聯(lián)系
電話
|
15616142669
|
指導(dǎo)
教師
|
周哲
|
聯(lián)系
電話
|
13627422416
|
負(fù)責(zé)人曾經(jīng)參與科研的情況
|
參與了指導(dǎo)老師的國家基金項(xiàng)目“結(jié)構(gòu)陶瓷注射成型的水萃取脫脂粘結(jié)劑體系設(shè)計(jì)及缺陷遺傳變異規(guī)律研究”及成果轉(zhuǎn)化項(xiàng)目“氮化硅陶瓷先進(jìn)成型技術(shù)”�����。
|
指導(dǎo)教師承擔(dān)科研課題情況
|
1.國家基金項(xiàng)目“結(jié)構(gòu)陶瓷注射成型的水萃取脫脂粘結(jié)劑體系設(shè)計(jì)及缺陷遺傳變異規(guī)律研究”���,參與
2.中央軍委裝備發(fā)展部項(xiàng)目��,長時(shí)抗氧化碳/碳復(fù)合材料應(yīng)用技術(shù)研究,(編號(hào):41xxxxxx07)�,2017-2020,參與
3.校橫向合作項(xiàng)目高溫合金體系鎢-銅-鋯相圖實(shí)驗(yàn)測定�����,2015/12-2016/5�,主持
4.校企橫向合作項(xiàng)目:C/C復(fù)合材料表面化學(xué)氣相沉積(CVD)耐高溫W涂層的制備,2015/10-2016/3,主持
5.校橫向合作項(xiàng)目:碳-銅-鈦(鋯)熔滲的熱力學(xué)計(jì)算�����,2014/7-2014/12����,參與
|
指導(dǎo)教師對(duì)本項(xiàng)目的支持情況
|
已多年從事陶瓷基復(fù)合材料成型方面的研究,有較深入的研究經(jīng)歷��,本項(xiàng)目目前進(jìn)行了充分的資料調(diào)研�,已設(shè)計(jì)并制備了陶瓷3D打印原型機(jī),并開發(fā)了部分3D打印陶瓷(氧化鋁�、氧化鋯和氮化硅)耗材,已有積累能夠?yàn)樵擁?xiàng)目提供理論和技術(shù)支持�。
|
項(xiàng)
目
組
主
要
成
員
|
姓 名
|
學(xué)號(hào)
|
專業(yè)班級(jí)
|
所在學(xué)院
|
項(xiàng)目中的分工
|
黃一夫
|
201739160422
|
無機(jī)非金屬材料工程1704班
|
材料科學(xué)與工程學(xué)院
|
3D打印擠出機(jī)構(gòu)設(shè)計(jì)
|
李晴莉
|
201759060104
|
熱工過程自動(dòng)化1701班
|
能源與動(dòng)力工程學(xué)院
|
控制系統(tǒng)優(yōu)化
|
關(guān)志恒
|
201639160431
|
無機(jī)非金屬材料工程1604班
|
材料科學(xué)與工程學(xué)院
|
3D打印耗材設(shè)計(jì)、制備
|
張家璇
|
201639160332
|
無機(jī)非金屬材料工程1603班
|
材料科學(xué)與工程學(xué)院
|
3D打印耗材設(shè)計(jì)和表征分析
|
二�����、 立項(xiàng)依據(jù)(可加頁)
(一) 項(xiàng)目簡介
本項(xiàng)目針對(duì)傳統(tǒng)激光選區(qū)燒結(jié)�����、光固化��、熔融沉積和噴墨打印技術(shù)在陶瓷3D打印中存在的打印效率低、精度低����、致密度低和適用材料種類少等核心問題,將開發(fā)高效����、精密、普適的3D打印裝備和通用的打印耗材�,提供統(tǒng)一的技術(shù)解決方案,更加有利于應(yīng)用推廣��,以推動(dòng)利用3D打印技術(shù)制造高端裝備��、生物醫(yī)療��、航空航天和新能源等領(lǐng)域涉及的高性能復(fù)雜形狀陶瓷部件��。
本項(xiàng)目首次提出真空微熱壓陶瓷3D打印概念�����,用于解決傳統(tǒng)打印技術(shù)中的效率低����、致密度和精度不能兼顧的問題。本項(xiàng)目將提供3D打印平臺(tái)設(shè)備和打印耗材統(tǒng)一的技術(shù)解決方案�����,更加有利于應(yīng)用推廣
(二) 研究目的
針對(duì)傳統(tǒng)激光選區(qū)燒結(jié)����、光固化、熔融沉積和噴墨打印技術(shù)在陶瓷3D打印中存在的打印效率低��、精度低��、致密度低和適用材料種類少等核心問題�,開發(fā)高效、精密�、普適的3D打印裝備和通用的打印耗材,推動(dòng)利用3D打印技術(shù)制造高端裝備�����、生物醫(yī)療�、航空航天和新能源等領(lǐng)域涉及的高性能復(fù)雜形狀陶瓷部件。
(三) 研究內(nèi)容
(1)3D打印擠出機(jī)構(gòu)結(jié)構(gòu)設(shè)計(jì)�。研究螺桿轉(zhuǎn)速、螺桿直徑���、噴嘴壓力�、螺桿與料筒間隙、溫度等對(duì)擠出流量的影響���。
(2)控制系統(tǒng)優(yōu)化����。研究真空度����、加熱功率、振動(dòng)頻率和壓力對(duì)打印層界面結(jié)合和打印速率的影響�����。
(3)3D打印耗材設(shè)計(jì)���。研究陶瓷粉體����、粘結(jié)劑的配方組成以及固含量對(duì)耗材流變性能的影響�����;研究分散劑�、穩(wěn)定劑、增塑劑和潤滑劑含量對(duì)粘結(jié)劑與陶瓷粉體之間的相容性以及耗材均勻性的影響�����;研究耗材組成對(duì)打印坯體脫脂性能的影響����;研究后期脫脂工藝和燒結(jié)工藝對(duì)陶瓷坯體性能的影響。
(四) 國���、內(nèi)外研究現(xiàn)狀和發(fā)展動(dòng)態(tài)
傳統(tǒng)的陶瓷成型過程耗時(shí)長����、成本高���,無法滿足日益增長的市場需要�����。為此�����,陶瓷漿料直寫成型技術(shù)等陶瓷無模成型制造技術(shù)應(yīng)運(yùn)而生���。近年來����,隨著3D打印技術(shù)在整個(gè)材料科學(xué)領(lǐng)域的興起����,以陶瓷無模成型制造技術(shù)為基礎(chǔ),陶瓷3D打印技術(shù)開始成為陶瓷材料制備科學(xué)領(lǐng)域前沿課題�����,縮短了產(chǎn)品的更新周期���,促進(jìn)了先進(jìn)陶瓷的產(chǎn)業(yè)化�����。表1為幾種主流陶瓷3D打印技術(shù)對(duì)比[3-14]���。
表1 陶瓷3D打印技術(shù)對(duì)比
|
|
|
技術(shù)分類
|
優(yōu)點(diǎn)
|
缺點(diǎn)
|
光固化成型技術(shù)(SLA)
|
打印精度高,材料利用率高,可打印結(jié)構(gòu)復(fù)雜物體�����,無需燒結(jié)�,無需燒結(jié)助劑����。
|
需要支撐結(jié)構(gòu),材料種類少且價(jià)格昂貴����,固化件的強(qiáng)度和力學(xué)性能較低,有毒且污染環(huán)境�。
|
熔融沉積成型技術(shù)(FDM)
|
打印機(jī)設(shè)備結(jié)構(gòu)簡單,對(duì)工作環(huán)境要求低,操作方便�����,成型速度快����,材料種類豐富且成本低。
|
需支撐結(jié)構(gòu)�����,精度較低,難以構(gòu)建結(jié)構(gòu)復(fù)雜的零部件�����,成型速度慢��,不適合構(gòu)建大型零件�����,噴頭容易堵塞����,截面垂直方向強(qiáng)度小。
|
激光選區(qū)燒結(jié)成型技術(shù)(SLS)
|
選材廣泛���,制造工藝簡單�����,精度高�,材料利用率高���,成本低����,無需支撐結(jié)構(gòu)。
|
制備零件尺寸受限制��,需要激光��,成本高��,對(duì)工作環(huán)境����、設(shè)備要求高�。
|
三維打印成型技術(shù)(3DP)
|
成本較低,成型速度較快�����,易操作易維護(hù)����,無需支撐結(jié)構(gòu)。
|
粉體鋪層較疏松�,致密度較低,孔隙率較大,制品精度和表面粗糙度較差�����。
|
噴墨打印技術(shù)(IJP)
|
打印無需設(shè)置支撐結(jié)構(gòu)�����,無需激光�,成本較低。
|
陶瓷墨水配置困難�����,噴頭容易堵塞�����。
|
分層實(shí)體制造技術(shù)(LOW)
|
直接由面到體�����,成型速度快�����,前期準(zhǔn)備工作簡單,適合加工大尺寸零件�。
|
材料利用率低,零件力學(xué)性能較差��,精度較低�。
|
漿料直寫成型技術(shù)(DIW)
|
對(duì)加工環(huán)境要求低,無需加熱����,無需激光。
|
制備周期長�。
|
針對(duì)傳統(tǒng)激光選區(qū)燒結(jié)、光固化��、熔融沉積和噴墨打印技術(shù)在陶瓷3D打印中存在的打印效率低�、精度低�、致密度低和適用材料種類少等核心問題,開發(fā)高效����、精密、普適的3D打印裝備和通用的打印耗材����,推動(dòng)利用3D打印技術(shù)制造高端裝備���、生物醫(yī)療、航空航天和新能源等領(lǐng)域涉及的高性能復(fù)雜形狀陶瓷部件成為人們關(guān)注的重點(diǎn)���。
目前��,陶瓷3D打印領(lǐng)域內(nèi)幾種典型3D打印工藝主要運(yùn)用的3D打印材料按照物理形態(tài)可分為漿材���、粉材、低熔點(diǎn)絲材���、片材四種[5]?���,F(xiàn)今在打印材料方面面臨的問題主要有(1)打印坯體或燒結(jié)件致密度不高����,質(zhì)量穩(wěn)定性、尺寸精度����、吸水率均待提高,無法滿足市場要求����。(2)快速成型材料均具有一定的局限性��,沒有普適的陶瓷3D打印耗材��。表2為幾種常用的陶瓷3D打印材料的性能調(diào)研[14-17]��。
表2 常用陶瓷3D打印材料性能調(diào)研
陶瓷3D打印材料
|
性能
|
磷酸三鈣陶瓷
|
化學(xué)組成與人骨的礦物相似����,與骨組織結(jié)合好�����,無排異反應(yīng)��,是良好的骨修復(fù)材料�。
|
氧化鋁陶瓷
|
具有高抗彎強(qiáng)度����、高硬度、優(yōu)良的耐磨損性
|
陶瓷先驅(qū)體
|
力學(xué)性能良好��,化學(xué)性能穩(wěn)定���,有獨(dú)特的電學(xué)性能��,在轉(zhuǎn)化制備陶瓷的過程中對(duì)溫度要求低���,無需加壓�����,無需添加燒結(jié)添加劑
|
SiC陶瓷
|
具有高的抗彎強(qiáng)度�����、優(yōu)良的抗氧化性和耐腐蝕性����、高的抗磨損以及低的摩擦因數(shù)等高溫力學(xué)性能
|
Si3N4陶瓷
|
具有高強(qiáng)度�����、低密度�、耐高溫耐腐蝕等特性,是一種優(yōu)異的高溫工程材料和高性能電絕緣材料
|
碳硅化鈦陶瓷(Ti3SiC2)
|
具有較高的熔點(diǎn)�、熱穩(wěn)定性、屈服強(qiáng)度和高溫強(qiáng)度���,優(yōu)良的耐腐蝕性和抗氧化性����,常溫時(shí)有良好的導(dǎo)熱、導(dǎo)電性能
|
目前傳統(tǒng)激光選區(qū)燒結(jié)�����、光固化�、熔融沉積和噴墨打印技術(shù)在陶瓷打印中均存在打印效率低、精度低�、打印陶瓷坯體致密度低等問題,且快速成型所用陶瓷材料均具有一定的局限性���,成型坯體不能滿足性能要求����。本項(xiàng)目從機(jī)械結(jié)構(gòu)創(chuàng)新設(shè)計(jì)和控制系統(tǒng)優(yōu)化入手����,創(chuàng)新性地引入打印空間真空化、打印微區(qū)域預(yù)熱����、打印層高頻微震動(dòng)加壓三個(gè)技術(shù)手段,實(shí)現(xiàn)高速打印下的致密結(jié)合和尺寸精密���;從打印耗材的粘結(jié)劑體系創(chuàng)新設(shè)計(jì)和優(yōu)化入手���,制備出流動(dòng)性好、分散均勻��、普適于典型氧化物和氧化物陶瓷的標(biāo)準(zhǔn)化打印耗材����。
參考文獻(xiàn):
[1] 黃淼俊,伍海東��,黃容基����,鄧欣,伍尚華.陶瓷增材制造(3D打印)技術(shù)研究進(jìn)展[J].現(xiàn)代技術(shù)陶瓷�,2017,38(4):248-266.
[2] 賁玥,張樂,魏帥,等.3D打印陶瓷材料研究進(jìn)展[J].材料導(dǎo)報(bào), 2016,30(21):109-118.
[3] Windsheimer H, Travitzky N, Hofenauer A, et al. Laminated Object Manufacturing of Preceramic Paper Derived Si-SiC Composites[J], Advanced Materials, 2007, 19 (24): 4515-4519.
[4] Griffith L M, Halloran W J. Freeform Fabrication of Ceramics Via Stereolithography[J], Journal of the American Ceramic Society, 1996,79(10):2601-2608.
[5] 夏雪.淺談我國3D打印陶瓷材料及產(chǎn)業(yè)化發(fā)展[J]. 陶瓷, 2017(5):9-12.
[6] 吳瓊, 陳惠, 巫靜, 等. 選擇性激光燒結(jié)用原材料的研究進(jìn)展[J]. 材料導(dǎo)報(bào), 2015(S2):78~83.
[7] Onuh O S, Yusuf Y Y. Rapid prototyping technology: applications and bene?ts for rapid product development[J]. Journal of Intelligent Manufacturing, 1999,10(3-4):301~311.
[8] 紀(jì)宏超, 張雪靜, 裴未遲, 等. 陶瓷3D打印技術(shù)及材料研究進(jìn)展[J]. 材料工程, 2018, 46(7): 19-28.
[9] Ganeriwala R, Zohdi T I. A coupled discrete element-finite difference model of selective laser sintering[J]. Granular Matter, 2016,18(2).
[10] Lu Y, Mapili G, Suhali G, et al. A digital micro‐mirror device‐based system for the microfabrication of complex, spatially patterned tissue engineering scaffolds[J]. Journal of Biomedical Materials Research Part A, 2006,77A(2):396~405.
[11] McNulty T F, Shanefield D J, Danforth S C, et al. Dispersion of Lead Zirconate Titanate for Fused Deposition of Ceramics[J]. Journal of the American Ceramic Society, 1999,82(7):1757~1760.
[12] ?zkol E, Ebert J, Uibel K, et al. Development of high solid content aqueous 3Y-TZP suspensions for direct inkjet printing using a thermal inkjet printer[J]. Journal of the European Ceramic Society, 2009,29(3):403~409.
[13] Chia H N, Wu B M. Recent advances in 3D printing of biomaterials[J]. Journal of Biological Engineering, 2015,9(1).
[14] Overman J R, Farré-Guasch E, Helder M N, et al. Short (15 Minutes) Bone Morphogenetic Protein-2 Treatment Stimulates Osteogenic Differentiation of Human Adipose Stem Cells Seeded on Calcium Phosphate ScaffoldsIn Vitro[J]. Tissue Engineering Part A, 2013,19(3-4):571~581.
[15] 張小鋒, 于國強(qiáng), 姜林文. 氧化鋁陶瓷的應(yīng)用[J]. 佛山陶瓷, 2010,20(2):38~43.
[16] 鄧先功, 王軍凱, 杜爽, 等. 發(fā)泡法����、三維打印法、熔鹽法制備多孔陶瓷[J]. 材料導(dǎo)報(bào), 2015,29(09):109~116.
[17] Sun W, Dcosta J D, Lin F, et al. Freeform fabrication of Ti3SiC2 powder-based structures Part I- Integrated fabrication process[J]. Journal of Materials Processing Technology, 2002,3 (127): 335~343.
(五) 創(chuàng)新點(diǎn)與項(xiàng)目特色
首次提出真空微熱壓陶瓷3D打印概念,創(chuàng)新性地引入打印空間真空化���、打印微區(qū)域預(yù)熱�����、打印層高頻微震動(dòng)加壓三個(gè)技術(shù)手段�,用于解決傳統(tǒng)打印技術(shù)中的效率低�、致密度和精度不能兼顧的問題。
(六) 技術(shù)路線���、擬解決的問題及預(yù)期成果
1�����、技術(shù)路線

圖1. 技術(shù)路線圖
2��、擬解決的問題
(1)對(duì)擠出流量的控制:耗材擠出平鋪過程中�,需要準(zhǔn)確控制螺桿轉(zhuǎn)速�、噴嘴壓力、打印溫度�,保證擠出流量精準(zhǔn)可控。
(2)加熱和振動(dòng)系統(tǒng)的協(xié)調(diào)控制:優(yōu)化控制系統(tǒng)�����,實(shí)現(xiàn)打印層界面結(jié)合緊密��。
(3)耗材優(yōu)化配方組成設(shè)計(jì)與性能控制:難點(diǎn)在于制備出流動(dòng)性好��、分散均勻��、普適于典型氧化物和氧化物陶瓷的標(biāo)準(zhǔn)化打印耗材���。
3����、預(yù)期成果
(1)搭建一臺(tái)具備真空微熱壓功能的陶瓷3D打印成型設(shè)備��,實(shí)現(xiàn)精度達(dá)到0.05~0.3mm���,尺寸精度0.5%����,打印速度達(dá)到10~100 mm/s��,Al3O2����,ZrO2����,SiC和Si3N4等陶瓷材料復(fù)雜異形件成型��。
(2)得到流動(dòng)性好����、分散均勻、普適于典型氧化物和氧化物陶瓷的標(biāo)準(zhǔn)化打印耗材的優(yōu)化配方����。
(3)申請(qǐng)發(fā)明專利1項(xiàng),發(fā)表學(xué)術(shù)論文1篇���。
(4)提交創(chuàng)新性試驗(yàn)總結(jié)報(bào)告1篇����。
(七) 項(xiàng)目研究進(jìn)度安排
2019年5月-2019年10月
|
搭建真空微熱壓特種陶瓷3D打印設(shè)備, 研究螺桿轉(zhuǎn)速���、螺桿直徑等打印參數(shù)對(duì)擠出流量的影響
|
2019年11月-2020年4月
|
研究真空度��、加熱功率���、振動(dòng)頻率和壓力對(duì)打印層界面結(jié)合和打印速率的影響�。
|
2020年5月-2020年10月
|
典型特種陶瓷部件的3D打印工藝優(yōu)化
|
2020年11月-2021年5月
|
研究耗材組成對(duì)打印坯體脫脂性能的影響,后期脫脂工藝和燒結(jié)工藝對(duì)陶瓷坯體性能的影響��,并完成實(shí)驗(yàn)報(bào)告
|
(八) 已有基礎(chǔ)
1. 與本項(xiàng)目有關(guān)的研究積累和已取得的成績
我們對(duì)本項(xiàng)目已經(jīng)進(jìn)行了前期探索研究���,主要開展了以下四方面的工作:
(1)搭建了基于FDM技術(shù)的特種陶瓷3D打印平臺(tái)
目前,已搭建基于FDM的陶瓷材料3D打印機(jī)�,實(shí)現(xiàn)了陶瓷顆粒進(jìn)料擠出,用氧化鋯和氧化鋁陶瓷粉體作為原料制備的陶瓷顆粒料制備簡單����,擠出容易,出絲效率高��。使用該設(shè)備打印出來的陶瓷坯體相對(duì)致密�,但是打印的速度和精度還有待提高。陶瓷3D打印設(shè)備的原理如圖2所示�����。
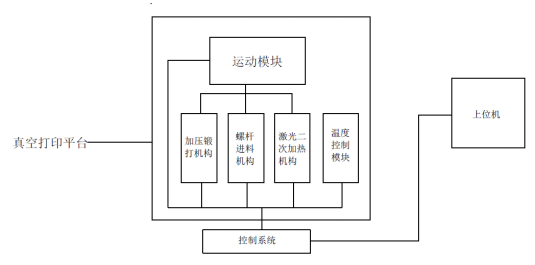
圖2. 陶瓷3D打印設(shè)備原理圖
(1)機(jī)械運(yùn)動(dòng)系統(tǒng):采用CoreXY結(jié)構(gòu)的運(yùn)動(dòng)方式���,控制步進(jìn)電機(jī)實(shí)現(xiàn)擠出噴頭在X�、Y軸方向的運(yùn)動(dòng)����,控制雙步進(jìn)電機(jī)實(shí)現(xiàn)打印平臺(tái)在Z軸方向的運(yùn)動(dòng)�����,三軸都采用限位機(jī)構(gòu)�����,實(shí)現(xiàn)打印時(shí)的精準(zhǔn)定位�����;
(2)螺桿擠出系統(tǒng):主要由螺桿����、料筒�、噴嘴、加熱模塊和測溫模塊等組成�����,實(shí)現(xiàn)陶瓷顆粒料的傳輸�、壓實(shí)����、熔融�、均化和穩(wěn)定擠出;
(3)控制系統(tǒng):主要由主控電路板和傳感器組成��,將從上位機(jī)軟件接收到的信號(hào)傳遞給其它系統(tǒng)����,協(xié)調(diào)各個(gè)系統(tǒng)的正常運(yùn)轉(zhuǎn);
(4)真空微熱壓系統(tǒng):主要由真空打印平臺(tái)���、打印層高頻微震動(dòng)加壓機(jī)構(gòu)和打印微區(qū)域預(yù)熱機(jī)構(gòu)組成,真空打印平臺(tái)主要實(shí)現(xiàn)打印環(huán)境真空化�,保證打印坯體致密度;打印層高頻微震動(dòng)加壓機(jī)構(gòu)對(duì)剛打印完的一層材料進(jìn)行加壓處理�,使打印精度和質(zhì)量更高;打印微區(qū)域預(yù)熱機(jī)構(gòu)對(duì)打印完的一層材料進(jìn)行預(yù)熱��,使層與層之間的結(jié)合更加緊密�;
(5)上位機(jī)切片軟件:對(duì)三維軟件建立的模型進(jìn)行切片處理,生成控制系統(tǒng)能夠識(shí)別的G代碼���。
結(jié)構(gòu)簡圖��、實(shí)物圖和陶瓷件如圖3��、圖4和圖6所示���。

圖3. 陶瓷3D打印設(shè)備簡圖
1步進(jìn)電機(jī)�,2料筒�����,3擠出螺桿��,4噴嘴�����,5聯(lián)軸器����,6加熱圈一,7加熱圈二�,8測溫?zé)犭娕迹?/span>9溫度控制器,10電源��,11鋼化玻璃,12加熱床�,13步進(jìn)電機(jī)一,14步進(jìn)電機(jī)二�,15聯(lián)軸器一,16聯(lián)軸器二����,17滾珠絲桿一,18滾珠絲桿二�����,19真空打印平臺(tái)����,20震動(dòng)加壓機(jī)構(gòu),21激光跟隨加熱機(jī)構(gòu)����,22上位機(jī)��,23主控板�。

圖4. 陶瓷3D打印機(jī)實(shí)物圖
(2)制備了適合陶瓷FDM打印的耗材
打印耗材設(shè)計(jì)方法:針對(duì)不同的陶瓷粉末對(duì)粘結(jié)劑成分、各粘結(jié)劑配比�、固含量以及混料工藝的參數(shù)進(jìn)行調(diào)控,以制備出流變性能和均勻性好,成型性優(yōu)異且易于脫脂的耗材����。
(1)在打印溫度下具有優(yōu)異的流動(dòng)性: 通過陶瓷粉末表面改性、調(diào)整粘結(jié)劑組成����、優(yōu)化混料工藝,我們已經(jīng)制備出了固含量大于65Vol%����,在高剪切速率下粘度小于100Pa.s的耗材。
(2)陶瓷粉末與粘結(jié)劑的匹配性好:我們已經(jīng)制備出了氮化硅耗材��、碳化硅耗材����、氧化鋁耗材以及氧化鋯耗材。這些耗材流變性能優(yōu)異�,質(zhì)量均勻且在高剪切速率下不會(huì)發(fā)生相分離。
(3)成型性能好:我們已采用氮化硅耗材�����、碳化硅耗材����、氧化鋁耗材以及氧化鋯耗材打印出了各種異形件����,成型好且沒有發(fā)現(xiàn)明顯的缺陷出現(xiàn)在坯體上����。
(4)容易脫脂:我們將打印好的坯體進(jìn)行溶劑脫脂或者熱脫,所有的坯體表現(xiàn)出了優(yōu)異的脫脂性能��,沒有缺陷出現(xiàn)在脫脂坯體上��。
陶瓷(氧化鋯�����、氧化鋁��、氮化硅和碳化硅)顆粒喂料如圖5所示:
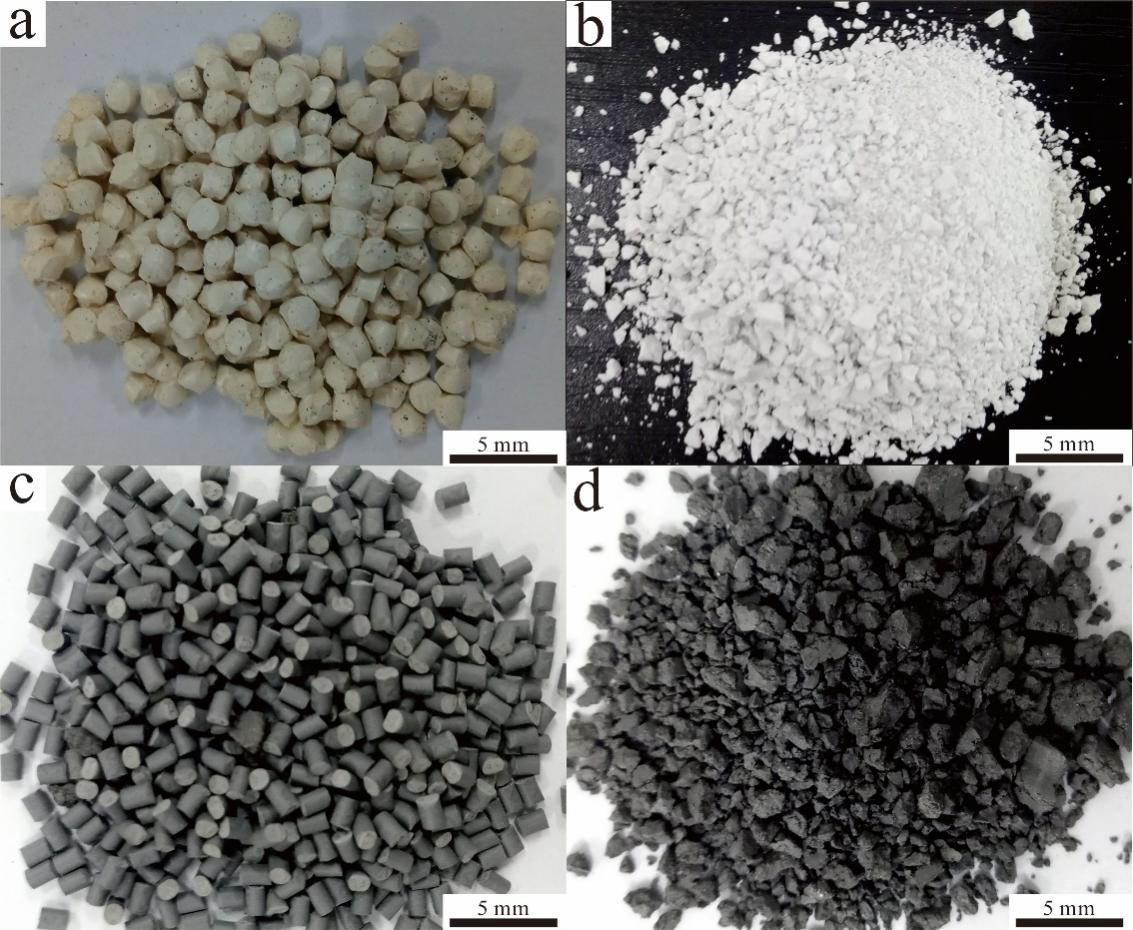
圖5. 陶瓷3D打印耗材:(a)氧化鋯��;(b)氧化鋁���;(c)氮化硅;(d)碳化硅
(3)應(yīng)用案例
陶瓷3D打印機(jī)在結(jié)構(gòu)實(shí)現(xiàn)了快速打印成型�����,高速打印達(dá)到結(jié)合致密,在材料上實(shí)現(xiàn)了多種陶瓷粉體復(fù)雜件成型���,能有效解決了傳統(tǒng)3D打印技術(shù)中的效率低���、致密度和精度不能兼顧的問題,高端裝備�、生物醫(yī)療、航空航天和新能源等領(lǐng)域具有在廣闊應(yīng)用�����。
圖6~圖8所示為自制喂料采用3D打印獲得的氧化鋯���、碳化硅和氮化硅生坯��。
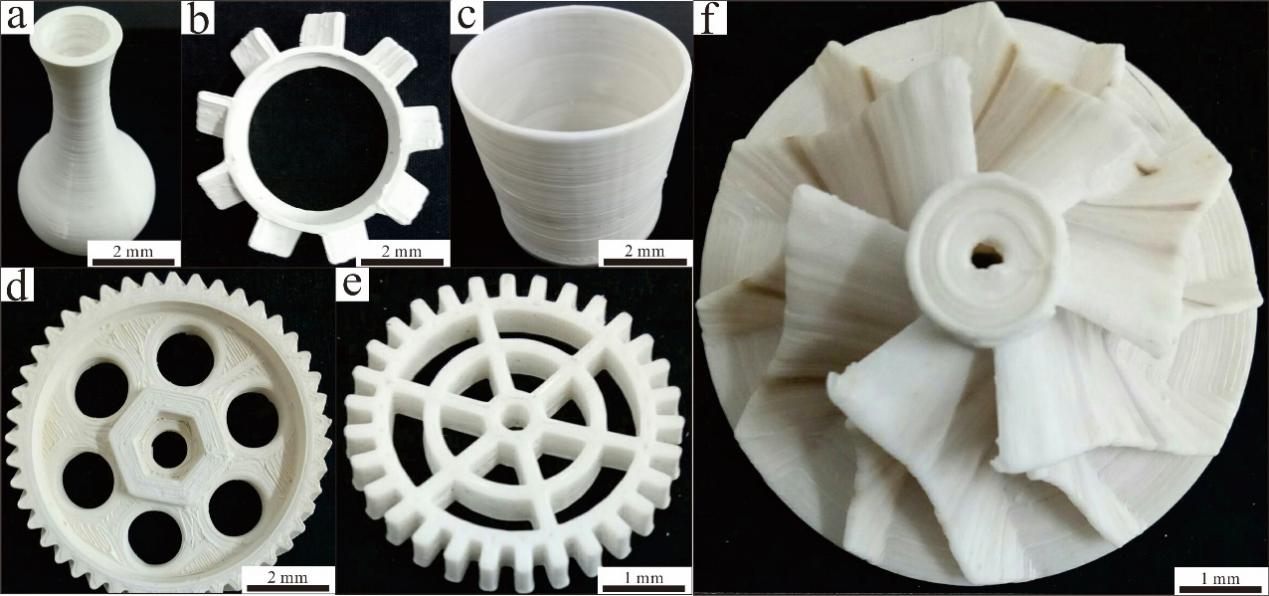
圖6. 氧化鋯陶瓷打印件
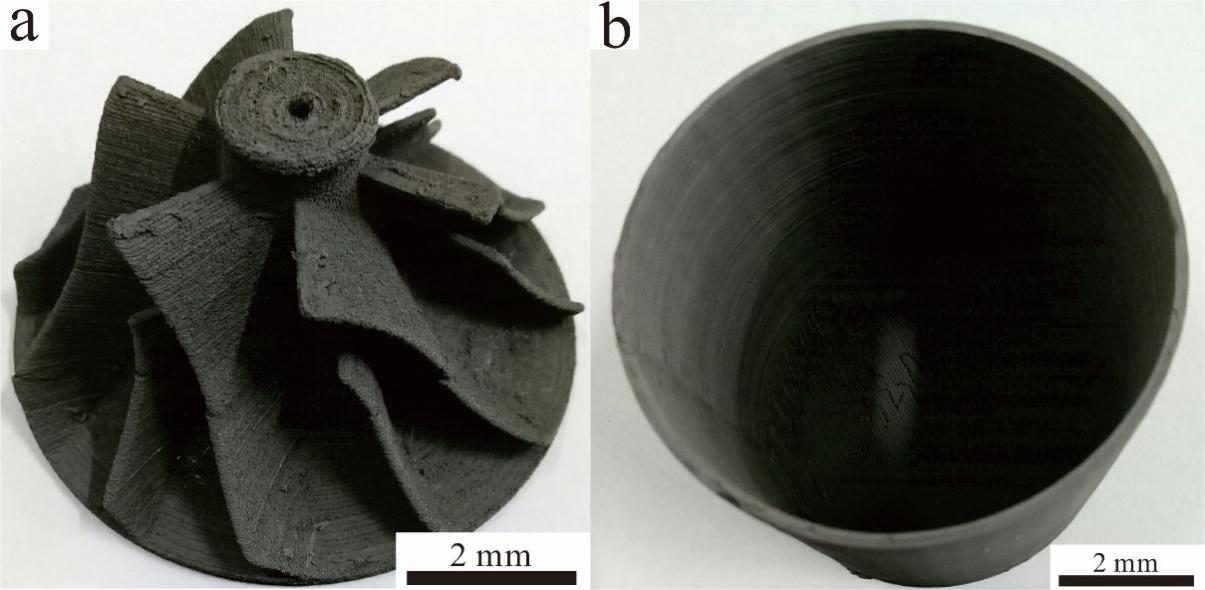
圖7. 碳化硅(a)和氮化硅(b)陶瓷打印件
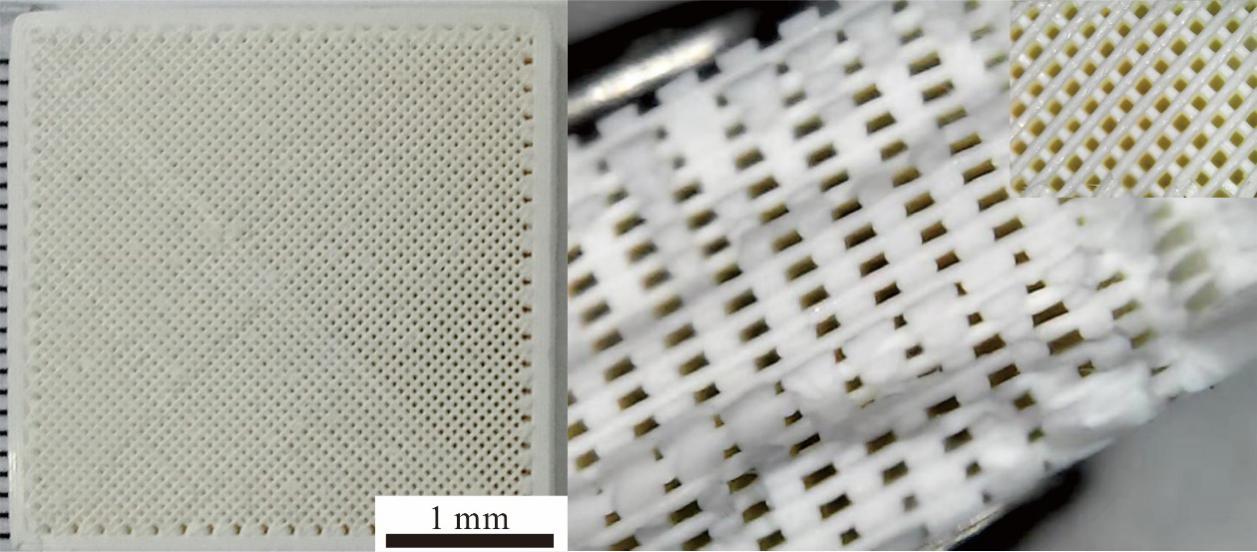
圖8. 高精度3D陶瓷打印件
(4)本項(xiàng)目已經(jīng)發(fā)表的論文和申報(bào)的專利
1��、發(fā)表SCI收錄學(xué)術(shù)論文1篇:
Yang Xianfeng*, Xie Hehan1, He Qinglong, Zhou Zhe, Xu Xiewen, Zhang Li, Xie Zhipeng��,Study of thermal degradation mechanism of binders for ceramic injection molding by TGA-FTIR��,Ceramics International, Available online 21 February 2019. Doi: https://doi.org/10.1016/j.ceramint.2019.02.142
2���、申請(qǐng)發(fā)明專利兩項(xiàng)��。
[1]楊現(xiàn)鋒�����,賀慶龍��,周哲�����,徐協(xié)文�����,關(guān)志恒����,劉鵬���,一種陶瓷坯體3D打印成型設(shè)備���,201811636039.7
[2]楊現(xiàn)鋒,張力���,周哲����,徐協(xié)文��,張家璇�,劉鵬,一種陶瓷坯體的3D打印成型方法�,201811639272.0
2. 已具備的條件,尚缺少的條件及解決方法
具備了較完善的材料制備和分析設(shè)備�。其中陶瓷材料制備工藝設(shè)備包括:排膠爐、低溫?zé)Y(jié)爐和高溫?zé)Y(jié)爐分別用于陶瓷3D打印制備過程中有機(jī)粘結(jié)劑排除�、低溫?zé)Y(jié)以及高溫?zé)Y(jié)。行星磨和膠體磨用于陶瓷粉體中的分散����。 Zeta 電位儀用于測定分散漿料的等電位點(diǎn)。干壓成型機(jī)����、小型試驗(yàn)用等靜壓機(jī)用于制備具有不同氣孔結(jié)構(gòu)的陶瓷坯體。此外��,試驗(yàn)中心還擁有以下分析檢測設(shè)備:X 射線衍射分析儀用于分析原料物相和燒結(jié)陶瓷的物相組成;熱分析儀用于分析在燒結(jié)過程中發(fā)生的相變����;掃描電子顯微鏡用于觀察分析材料的顯微結(jié)構(gòu)。
三��、 經(jīng)費(fèi)預(yù)算
開支科目
|
預(yù)算經(jīng)費(fèi)
(元)
|
主要用途
|
階段下達(dá)經(jīng)費(fèi)計(jì)劃(元)
|
前半階段
|
后半階段
|
預(yù)算經(jīng)費(fèi)總額
|
20000
|
|
12100
|
7900
|
1. 業(yè)務(wù)費(fèi)
|
5000
|
|
2100
|
2900
|
(1)計(jì)算�、分析、測試費(fèi)
|
3000
|
成品表征測試
|
1000
|
2000
|
(2)能源動(dòng)力費(fèi)
|
500
|
保證實(shí)驗(yàn)所需條件
|
400
|
100
|
(3)會(huì)議����、差旅費(fèi)
|
500
|
差旅
|
100
|
400
|
(4)文獻(xiàn)檢索費(fèi)
|
500
|
中國知網(wǎng)等網(wǎng)站文獻(xiàn)檢索
|
300
|
200
|
(5)論文出版費(fèi)
|
500
|
資料和報(bào)告打印
|
300
|
200
|
2. 儀器設(shè)備購置費(fèi)
|
2500
|
3D打印螺桿改造費(fèi)
|
2000
|
500
|
3. 實(shí)驗(yàn)裝置試制費(fèi)
|
5000
|
專用設(shè)備購買
|
3000
|
2000
|
4. 材料費(fèi)
|
7500
|
購買氧化鋁、氧化鋯等打印耗材
|
5000
|
2500
|
學(xué)校批準(zhǔn)經(jīng)費(fèi)
|
10000
|
|
|
|
四���、 指導(dǎo)教師意見
胡祥芬和黃一夫等同學(xué)�����,結(jié)合所學(xué)的新材料制備知識(shí)�,根據(jù)本實(shí)驗(yàn)室在陶瓷新材料制備工藝方面的條件和特色�,提出并嘗試了陶瓷3D打印新方法。前期研究證明了陶瓷3D氧化鋁打印工藝的可行性���,搭建了陶瓷3D打印實(shí)驗(yàn)平臺(tái)��。
在前期的實(shí)驗(yàn)工作中��,課題小組同學(xué)體現(xiàn)出了扎實(shí)的專業(yè)知識(shí)基礎(chǔ)���、很強(qiáng)的動(dòng)手能力和良好的團(tuán)隊(duì)作風(fēng)。
先進(jìn)陶瓷材料的精密制造工藝是本人的研究特色和優(yōu)勢(shì)�,正在開展的成果轉(zhuǎn)化項(xiàng)目也與氮化硅陶瓷相關(guān),能夠給本課題的實(shí)施和開展提供可靠及時(shí)的指導(dǎo)和支持�����,同意指導(dǎo)����。
導(dǎo)師(簽章):
年 月 日
|
五、 院系大學(xué)生創(chuàng)新創(chuàng)業(yè)訓(xùn)練計(jì)劃專家組意見
推薦校級(jí)項(xiàng)目
專家組組長(簽章):
年 月 日
|
六�、 學(xué)校大學(xué)生創(chuàng)新創(chuàng)業(yè)訓(xùn)練計(jì)劃專家組意見
七、 大學(xué)生創(chuàng)新創(chuàng)業(yè)訓(xùn)練計(jì)劃領(lǐng)導(dǎo)小組審批意見