國內外研究現(xiàn)狀和發(fā)展動態(tài)
在傳統(tǒng)的磨削加工過程中,磨粒無規(guī)則分布��,導致排屑困難�、磨削區(qū)實際參與磨削的磨粒數(shù)量少,從而導致砂輪磨損嚴重��;且砂輪磨粒形狀隨機����,單顆磨粒的加工過程實質為大負前角切削過程,這樣會導致磨削力比過大���,使得工件與砂輪接觸弧長高達2~3mm��,磨削液難以進入磨削區(qū)����,冷卻性能差進而引起工件燒傷�����。
而在車削加工過程中�,車刀的形狀不僅可以自由的選擇與更換,而且刀具對工件的加工是正前角加工�,切削力比小,接觸面積小��,溫度低���,不會造成工件的燒傷�。雖然說,車削加工時�����,背吃刀量大��,切削效率高��,但是相對于磨削來說�,粗糙度大,加工精度低���。
為了克服傳統(tǒng)砂輪在磨削加工中所存在的種種不足���,國內外相關學者在砂輪的設計與創(chuàng)新方面開展了大量的研究工作����,并取得了一系列研究成果��。
在改善砂輪結構方面����,田栩[1]提出并制備了一種高效開槽砂輪,其特點是在砂輪基體的上�、下端面分別開設有一與砂輪基體同軸設置的上、下環(huán)形凹槽����,在上��、下環(huán)形凹槽內分別鑲嵌有一與之相匹配的上�����、下環(huán)形輕金屬鑲件。這種砂輪雖然用鑲嵌輕金屬的方式減輕了砂輪的質量和主軸的負載�����,降低了磨削噪音�����,但在加工精度����、表面粗糙度及生產(chǎn)效率等方面沒有顯著的提高。
在優(yōu)化磨料形狀方面�,鄧朝暉教授團隊[2]提出并制備了一種結構類似于盤形銑刀的有序化超硬微刃纖維砂輪(如圖1)���,其特點是采用激光切割制備的聚晶金剛石纖維取代傳統(tǒng)銑刀片�,通過增加纖維數(shù)量以降低單個纖維的切削力�����、降低刀具的磨損與提高刀具耐用度��,同時纖維砂輪的分塊結構有助于磨削液進入磨削區(qū)�����。但是該結構砂輪在本質上也屬于斷續(xù)磨削,可能會出現(xiàn)Webster等[3]所指出周期性振動問題。
   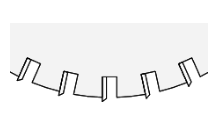 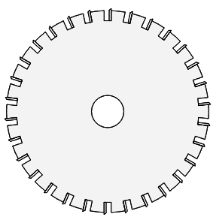 
圖1 有序化超硬微刃纖維砂輪[2]
湖南大學張高峰教授等人[4]提出和制備了一種結構類似于纖維砂輪的有序化超硬微刃刀具�。實驗采用激光切割聚晶金剛石復合片(PDC)��,制備出纖維狀的PDC條以取代傳統(tǒng)砂輪的磨粒與切削刀具的刀片����;采用模具經(jīng)人為排布實現(xiàn)PDC纖維的定向均勻分布;澆注環(huán)氧樹脂制備出纖維片��;然后在萬能拋光機上實現(xiàn)纖維沿一定角度的刃磨以獲得鋒利平直的切削刃和一定的切削角度���;最后將刃磨后的纖維片沿刀具芯體進行周向粘結制備出新型有序化超硬微刃刀具�����,制備的有序化超硬微刃刀具��。
有序化超硬微刃刀具的纖維寬度在0.2~0.5mm之間���,比傳統(tǒng)的切削刀具尺寸小得多����,同時參與切削的纖維數(shù)量遠大于普通切削刀具的刀刃數(shù)�,各纖維均具有鋒利的刀刃與人為確定的切削角度和間隔距離��,因而在獲得較高的加工精度和表面質量的同時能保證較高的加工效率����,但也存在斷續(xù)切削現(xiàn)象且出刃高度難以保持一致,加工精度有限��,相關工藝參數(shù)也有待進一步優(yōu)化��。
沈陽超硬中科磨具磨削研究所的鄭永閣團隊[5]提出了一種高精密電鍍CBN砂輪的制造工藝���,該工藝是以電鍍的方法將磨粒鍍覆在基體上�����,提高了砂輪對磨粒的把持力���,減少了磨粒的脫落�����,但是該砂輪工作磨粒層為單層����,砂輪磨粒磨損后沒有后續(xù)磨粒補充����,其使用壽命受到一定程度的限制,而且電鍍砂輪制作過程中要經(jīng)過多次酸洗或堿洗����,對環(huán)境有較大影響,同時該發(fā)明對砂輪制作的工藝條件比較嚴苛�����,工藝較為復雜��。
在優(yōu)化磨料排布方面���,南京航空航天大學的丁文峰教授團隊[6]提出并制備了一種磨粒三維有序分布的立方氮化硼砂輪����,另外鄭州磨料磨具磨削研究所有限公司的王亮亮團隊[7]提出了一種磨料的有序排列的電鍍金剛石砂輪(如圖2)的制備方法,通過人為控制砂輪基體表面孔穴的規(guī)則有序排列���,實現(xiàn)了磨粒的規(guī)則有序排列���,有效的解決了傳統(tǒng)金剛石砂輪磨料層中金剛石磨料排布不均勻的情況。雖然通過設計孔穴的有序排布實現(xiàn)了磨粒的規(guī)則有序排列���,但是在加工過程仍是和傳統(tǒng)砂輪一樣以負前角進行加工����,這使得砂輪與工件的局部接觸狀態(tài)跟傳統(tǒng)砂輪相比區(qū)別不大,改善磨削性能的效果有限��。
 
  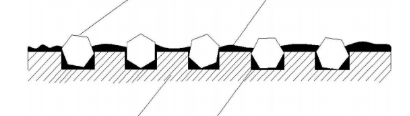
圖2 電鍍金剛石砂輪的結構示意圖[7]
大連理工大學的高航教授團隊[8]提出了一種磨料三維多層可控優(yōu)化排布電鍍工具制作方法�,通過優(yōu)化排布磨粒群來增大砂輪容屑空間��。磨粒群優(yōu)化排布可以增加砂輪的容屑空間�����,有利于磨削液的注入�,降低磨削溫度�。但是目前學者所提出的磨粒優(yōu)化排布砂輪主要是針對大顆粒磨料,其制造方法容易造成砂輪磨粒的分布密度下降�,致使工件表面粗糙度增大等問題。
綜上所述��,目前廣大學者針對磨削過程中的各種問題�����,在改進磨料形狀和排布、提升磨削性能和提高磨削效率等方面進行了一些改進����,并取得了比較好的效果,特別是零前角加工相比傳統(tǒng)砂輪負前角加工有了很大的提升�����,較好地解決了磨削過程中的一些問題�����。但是���,有兩個關鍵問題一直沒有得到很好地解決:其一是如何進一步改進纖維加工時的切削角度以獲得更好的切削性能����;其二是如何保證纖維出刃高度一致���,使每根纖維均參與切削。
基于此�,我們提出并制備一種螺旋有序排布纖維刀具,其特點是將纖維沿著刀具工作面呈螺旋有序排布(如圖3)���,且通過設定基圓的方法使纖維微刃前刀面與胎體徑向形成一定角度����,從而實現(xiàn)纖維刀具的正前角加工(如圖4),進一步提升切削性能��;采用合抱新工藝保證纖維的出刃高度一致����,使每根纖維均參與切削,提高加工精度�;并開展刀具設計、制備工藝及其切削性能研究��。研究成果有望能為刀具的結構設計提供新思路���,為該刀具的應用和推廣提供理論依據(jù)���。
   圖3 螺旋有序排布方案設計圖 圖3 螺旋有序排布方案設計圖
             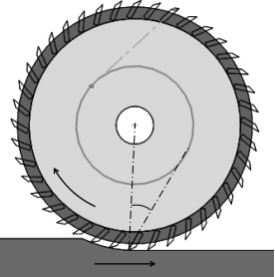
圖4 螺旋有序排布纖維刀具基圓設計及正前角加工示意
參考文獻
[1] 田栩. 一種高效開槽砂輪. 中國發(fā)明專利,2014: 201420860632.0.
[2] 鄧朝輝�����,伍俏平��,張高峰,張壁. 新型砂輪研究進展及其展望. 中國機械工程2010�,21: 2632-2638.
[3] Webster J,Tricard M. Innovations in abrasive products for precision grinding. Annals of the CIRP,2004,53: 597-617.
[4] 張高峰,有序化微刃刀具設計及基礎研究:[湖南大學博士學位論文]. 長沙:湖南大學�,2008.
[5] 鄭永閣,王昆����,毛儉,任虹. 一種高精密電鍍CBN砂輪的制造工藝. 中國發(fā)明專利����,2009: 200910187247.8.
[6] 丁文峰,徐九華�,陳珍珍,楊長勇�,蘇宏華,傅玉燦�����,苗情. 磨粒三維有序分布的立方氮化硼砂輪及其制備方法. 中國發(fā)明專利����,2012: 201210203443.1.
[7] 王亮亮,胡玉峰���,劉娜娜. 一種磨料的有序排列的電鍍金剛石砂輪. 中國發(fā)明專利��,2015: 201510607685.0.
[8] 高航�,袁和平�����,郭東明�����,康仁科�,金洙吉. 一種磨料三維多層可控優(yōu)化排布電鍍工具制作方法.中國發(fā)明專利,2007: 200710010921.6.
|